Edelstol fënnt een iwwerall am Liewen, an et gëtt all méiglech Modeller, déi et lächerlech ass, se z'ënnerscheeden. Haut wëll ech en Artikel mat Iech deelen, fir d'Wëssenspunkten hei ze klären.

Edelstol ass d'Ofkierzung fir Edelstol, dat säurebeständeg ass a Loft, Damp, Waasser an aner schwaach korrosiv Medien oder Edelstol ass bekannt als Edelstol; a wäert resistent géint chemesch korrosiv Medien (Säuren, Alkali, Salzer an aner chemesch Imprägnatiounen) sinn. Korrosioun vum Stol gëtt säurebeständeg Stol genannt.
Edelstol bezitt sech op Loft, Damp, Waasser an aner schwaach korrosiv Medien, souwéi Säuren, Alkalien, Salzer an aner chemesch korrosiv Medien, déi Stol korrosiounsbeständeg maachen, och bekannt als edelstol, sauerbeständeg. An der Praxis gëtt schwaach korrosiv Medien dacks als Edelstol bezeechent, an chemesch korrosiounsbeständeg Stol sauerbeständeg Stol. Wéinst den Ënnerscheeder an der chemescher Zesummesetzung vun deenen zwee ass déi éischt net onbedéngt resistent géint chemesch Korrosioun, während déi zweet meeschtens edelstol sinn. D'Korrosiounsbeständegkeet vun Edelstol hänkt vun den Legierungselementer of, déi am Stol enthale sinn.
Gemeinsam Klassifikatioun
Laut der metallurgescher Organisatioun
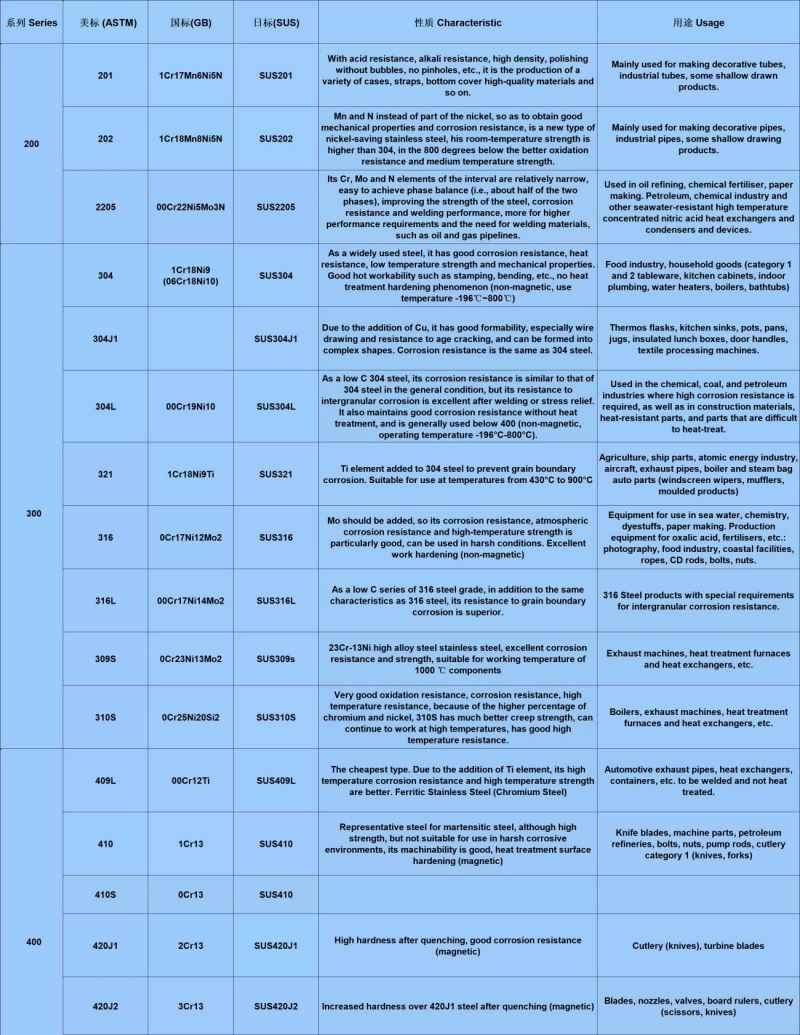
Allgemeng ginn üblech Edelstahl, no der metallurgescher Organisatioun, an dräi Kategorien agedeelt: austenitesch Edelstahl, ferritesch Edelstahl a martensitesch Edelstahl. Op Basis vun der grondleeënder metallurgescher Organisatioun vun dësen dräi Kategorien ginn Duplexstahl, Nidderschlagshärtungs-Edelstahl a héichlegéiert Stahl mat manner wéi 50% Eisen fir spezifesch Bedierfnesser an Zwecker hiergestallt.
1. Austenitescht Edelstahl
D'Matrix-zu-flaachzentréiert kubesch Kristallstruktur vun der austenitescher Organisatioun (CY-Phase) gëtt vun net-magnetesche Strukturen dominéiert, haaptsächlech duerch Kaltveraarbechtung fir se ze verstäerken (a kann zu engem gewësse Grad u Magnetismus féieren) vum Edelstol. Den American Iron and Steel Institute huet d'200er an 300er Serie vun numeresche Bezeechnungen, wéi z.B. 304, festgeluecht.
2. Ferritescht Edelstahl
D'Matrix-zu-kierperzentréiert kubesch Kristallstruktur vun der Ferritorganisatioun (eng Phas) ass dominant, magnetesch, kann am Allgemengen net duerch Hëtztbehandlung gehärtet ginn, awer duerch Kaltveraarbechtung kann et e liicht verstäerkten Edelstol ginn. American Iron and Steel Institute op 430 an 446 fir d'Etikett.
3. Martensitescht Edelstahl
D'Matrix ass martensitesch organiséiert (kierperzentréiert kubesch oder kubesch), magnetesch, a kann duerch Hëtztbehandlung seng mechanesch Eegeschafte vum Edelstol upassen. Den American Iron and Steel Institute huet 410, 420 an 440 Zifferen markéiert. Martensit huet eng austenitesch Organisatioun bei héijen Temperaturen, déi sech a Martensit ëmwandele kann (d.h. gehärtet) wann se mat enger entspriechender Geschwindegkeet op Raumtemperatur ofgekillt gëtt.
4. Austenitescht Edelstahl vum Ferrittyp (Duplex)
D'Matrix huet souwuel austenitesch wéi och Ferrit-Zweiphasenorganisatioun, vun där den Inhalt vun der Matrix mat mannerer Phas am Allgemengen méi wéi 15% ass, magnetesch, kann duerch Kaltveraarbechtung vum Edelstol verstäerkt ginn, 329 ass en typeschen Duplex-Edelstol. Am Verglach mat austeniteschem Edelstol ass den Duplex-Stol héichfest, huet eng Resistenz géint interkristallin Korrosioun, Chloridspannungskorrosioun a Grëffkorrosioun däitlech verbessert.
5. Nidderschlagshärtung aus Edelstol
D'Matrix ass austenitesch oder martensitesch organiséiert a kann duerch Nidderschlagshärtung gehärtet ginn, fir en aus gehärtetem Edelstol ze maachen. Den American Iron and Steel Institute huet eng 600er Serie vun digitalen Etiketten, wéi zum Beispill 630, dat heescht 17-4PH.
Am Allgemengen ass d'Korrosiounsbeständegkeet vum austenitesche Edelstol, zousätzlech zu Legierungen, besser. An enger manner korrosiver Ëmwelt kann een ferritesche Edelstol benotzen. A liicht korrosiven Ëmfeld, wann d'Material eng héich Festigkeit oder eng héich Häert erfuerdert, kann een martensitesche Edelstol an Nidderschlagshärtende Edelstol benotzen.
Charakteristiken an Uwendungen
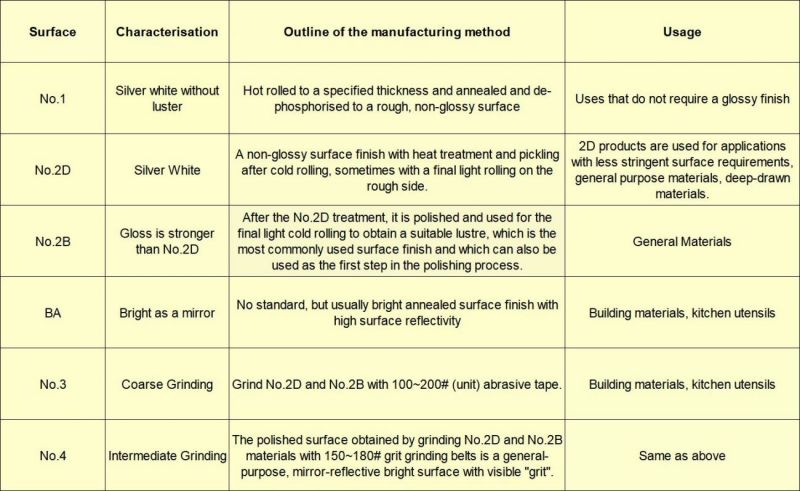
Uewerflächenprozess
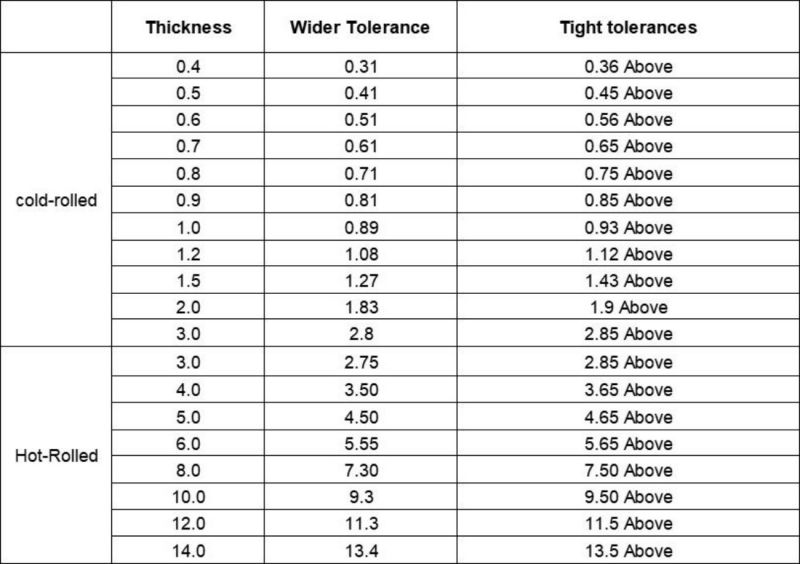
Ënnerscheedung vun der Déckt
1. Well d'Maschinnen an der Stolindustrie beim Walzen eng liicht Verformung vun de Walzen duerch d'Hëtzt kréien, wat zu enger Ofwäichung vun der Plackdicke beim Walzen féiert. D'Déckt ass normalerweis an der Mëtt vun den zwou Säiten dënn. Bei der Miessung vun der Déckt vun der Plack soll d'Déckt vun der Plack no de Reglementer an der Mëtt vum Plackkapp gemooss ginn.
2. De Grond fir d'Toleranz baséiert op der Maart- an der Nofro vun de Clienten, allgemeng opgedeelt a grouss an kleng Toleranzen.
V. Produktioun, Inspektiounsufuerderungen
1. Päifplack
① gespléckt Réierplacken-Stoussverbindungen fir 100% Straleninspektioun oder UT, qualifizéierten Niveau: RT: Ⅱ UT: Ⅰ Niveau;
② Zousätzlech zu Edelstahl, Spannungsentlastungswärmebehandlung vu gespleisste Päifplack;
③ Ofwäichung vun der Breet vun der Lachbréck vun der Réierplack: no der Formel fir d'Berechnung vun der Breet vun der Lachbréck: B = (S - d) - D1
Minimal Breet vun der Lachbréck: B = 1/2 (S - d) + C;
2. Hëtzebehandlung vun der Réierkëscht:
Kuelestol, Nidderlegierungsstol, déi mat enger Split-Range-Trennwänn vun der Päifkëscht geschweesst sinn, souwéi d'Säitenöffnungen vun der Päifkëscht, déi méi wéi 1/3 vum banneschten Duerchmiesser vun der Zylinderpäifkëscht hunn, solle bei der Uwendung vum Schweessen fir d'Spannungsentlastungshëtzbehandlung, d'Flansch- an d'Trennwänndichtungsfläche no der Hëtzbehandlung veraarbecht ginn.
3. Drocktest
Wann den Designdrock vum Schuelprozess méi niddreg ass wéi den Drock vum Réierprozess, fir d'Qualitéit vun de Verbindungen tëscht dem Réier an der Réierplack vum Wärmetauscher ze kontrolléieren
① Drock vum Schuelprogramm fir den Testdrock mam Rohrprogramm ze erhéijen, deen dem hydrauleschen Test entsprécht, fir ze kontrolléieren, ob et Leckage an de Rohrverbindungen gëtt. (Et ass awer néideg sécherzestellen, datt d'Primärfilmspannung vun der Schuel während dem hydrauleschen Test ≤0,9 ReLΦ ass)
② Wann déi uewe genannte Method net gëeegent ass, kann d'Schuel no dem ursprénglechen Drock hydrostatisch getest ginn, an duerno kann d'Schuel en Ammoniak-Leckage-Test oder en Halogen-Leckage-Test maachen.
Wat fir eng Zort Edelstol ass net einfach ze rosten?
Et ginn dräi Haaptfaktoren, déi d'Rostbildung vun Edelstol beaflossen:
1. Den Inhalt vu Legierungselementer. Am Allgemengen ass de Chromgehalt a 10,5% Stol net einfach ze rosten. Wat méi héich den Chrom- an Nickelgehalt ass, wat besser d'Korrosiounsbeständegkeet ass, zum Beispill wann den Nickelgehalt vum 304 Material 85 ~ 10% ass, an de Chromgehalt 18% ~ 20% ass, sou Edelstol rost am Allgemengen net.
2. De Schmelzprozess vum Hiersteller beaflosst och d'Korrosiounsbeständegkeet vum Edelstol. D'Schmelztechnologie ass gutt, fortgeschratt Ausrüstung, fortgeschratt Technologie, grouss Edelstolwierker souwuel wat d'Kontroll vun de Legierungselementer ugeet, d'Entfernung vun Ongereimtheeten, wéi och d'Temperaturkontroll vum Ofkille vum Billet garantéiert, sou datt d'Produktqualitéit stabil an zouverlässeg ass, gutt intrinsesch Qualitéit huet a roscht net einfach ass. Am Géigendeel, e puer kleng Ausrüstung vun de Stolwierker ass réckgängeg, d'Technologie ass réckgängeg, d'Onreinheeten kënnen net ewechgeholl ginn, sou datt d'Produkter onvermeidlech rosten.
3. Äussert Ëmfeld. Eng dréchen a gelëfte Ëmwelt roscht net einfach, während d'Loftfiichtegkeet, dauernd Reen oder Loft mat Säure an Alkali einfach roscht. Material 304 Edelstol, wann d'Ëmfeld ze schlecht ass, ass et och rostig.
Rostflecken aus Edelstahl, wéi soll een se behandelen?
1. Chemesch Method
Mat Beizpaste oder Spray fir déi verroste Deeler ze hëllefen, d'Bildung vun engem Chromoxidfilm ze repassivéieren an d'Korrosiounsbeständegkeet erëm hierzestellen. Nom Beizung, fir all Schadstoffer an Säureréckstänn ze entfernen, ass et ganz wichteg, grëndlech mat Waasser ofzespullen. Nodeems alles veraarbecht a mat Poliergeräter nei poléiert ass, kann et mat Polierwachs zougemaach ginn. Fir lokal liicht Rostflecken kann och eng 1:1 Benzin-Uelegmëschung mat engem propperen Duch benotzt ginn, fir d'Rostflecken ewechzewëschen.
2. Mechanesch Methoden
Sandstrahlreinigung, Reinigung mat Glas- oder Keramikpartikelen, Ausläschen, Bürsten a Polieren. Mechanesch Methode kënnen d'Kontaminatioun ewechhuelen, déi duerch virdru ewechgeholl Materialien, Poliermaterialien oder ausläscht Materialien verursaacht gouf. All Zorte vu Kontaminatioun, besonnesch friem Eisenpartikelen, kënnen eng Quell vu Korrosioun sinn, besonnesch a fiichte Ëmfeld. Dofir sollten mechanesch gebotzt Uewerflächen am léifsten ënner dréchene Bedéngungen formell gebotzt ginn. D'Benotzung vu mechanesche Methode botzt nëmmen hir Uewerfläch a ännert näischt un der Korrosiounsbestännegkeet vum Material selwer. Dofir ass et recommandéiert, d'Uewerfläch mat Poliergeräter nei ze poléieren an se no der mechanescher Reinigung mat Polierwachs ofzeschléissen.
Instrumenter déi allgemeng benotzt Edelstahlqualitéiten an Eegeschafte sinn
1.304 Edelstol. Et ass ee vun den austenitesche Edelstahler mat enger breeder Uwendungsberäich a gëtt fir d'Produktioun vun déifgezunnen Formdeeler a Säurepipelinen, Behälter, Strukturdeeler, verschiddenen Aarte vun Instrumenterkierperen asw. gëeegent. Et kann och net-magnetesch Ausrüstung an Deeler fir niddreg Temperaturen hiergestallt ginn.
2.304L Edelstol. Fir d'Cr23C6-Nidderschlag ze léisen, déi duerch 304 Edelstol verursaacht gëtt, gëtt et ënner bestëmmte Konditiounen eng eescht Tendenz zu intergranulärer Korrosioun an der Entwécklung vun ultra-niddregem Kuelestoff-austeniteschem Edelstol, deem säi sensibiliséierten Zoustand vun der intergranulärer Korrosiounsbeständegkeet däitlech besser ass wéi 304 Edelstol. Nieft enger liicht gerénger Festigkeit an aneren Eegeschafte vum 321 Edelstol, deen haaptsächlech fir korrosiounsbeständeg Ausrüstung a Komponenten benotzt gëtt, déi net duerch Schweessléisung behandelt kënne ginn, kann fir d'Fabrikatioun vu verschiddenen Aarte vun Instrumenterkierper benotzt ginn.
3.304H Edelstol. D'intern Verzweigung aus 304 Edelstol, de Kuelestoffmassundeel vun 0,04% ~ 0,10%, an d'Héichtemperaturleistung ass besser wéi déi vun 304 Edelstol.
4.316 Edelstol. Am 10Cr18Ni12 Stol baséiert op der Zousaz vu Molybdän, sou datt de Stol e gudde Widderstand géint reduzéierend Medien a Gräifkorrosioun huet. A Mierwaasser an anere Medien ass d'Korrosiounsbeständegkeet besser wéi 304 Edelstol, haaptsächlech fir gräifkorrosiounsbeständeg Materialien benotzt.
5.316L Edelstahl. Ultra-aarm Kuelestoffstahl, mat gudder Resistenz géint sensibiliséiert intergranulär Korrosioun, gëeegent fir d'Fabrikatioun vu geschweesste Deeler an Ausrüstung mat engem décke Querschnitt, wéi zum Beispill petrochemesch Ausrüstung a korrosiounsbeständege Materialien.
6.316H Edelstol. Déi bannenzeg Verzweigung vun 316 Edelstol, de Kuelestoffmassundeel vun 0,04% - 0,10%, an d'Héichtemperaturleistung ass besser wéi déi vun 316 Edelstol.
7.317 Edelstol. D'Resistenz géint Gruefkorrosioun a Kriechkorrosioun ass besser wéi 316L Edelstol, deen an der Fabrikatioun vu petrochemeschen an organesche Säurekorrosiounsbeständegen Ausrüstung benotzt gëtt.
8.321 Edelstol. Titan-stabiliséiert austenitescht Edelstol, mat Titan-Zousätz fir d'intergranulär Korrosiounsbeständegkeet ze verbesseren, an huet gutt mechanesch Eegeschafte bei héijen Temperaturen, kann duerch austenitescht Edelstol mat ultra-niddregem Kuelestoffgehalt ersat ginn. Nieft der Resistenz géint héich Temperaturen oder Waasserstoffkorrosioun an aner speziell Situatiounen ass dës allgemeng Situatioun net recommandéiert.
9.347 Edelstol. Niob-stabiliséierten austenitesche Edelstol, Niob gouf derbäigesat fir d'Resistenz géint intergranulär Korrosioun ze verbesseren, d'Korrosiounsbeständegkeet a Säuren, Alkalien, Salzer an aner korrosive Medien mat 321 Edelstol, gutt Schweessleistung, kann als korrosiounsbeständegt Material an hëtzebeständegt Stol benotzt ginn, deen haaptsächlech fir thermesch Energie, petrochemesch Beräicher wéi d'Produktioun vu Behälter, Pipelines, Wärmetauscher, Wellen, industriellen Uewen an Uewenrouer an Uewenrouerthermometer a sou weider benotzt gëtt.
10.904L Edelstahl. Super komplett austenitescht Edelstahl, e super austenitescht Edelstahl, erfonnt vum finneschen Otto Kemp, mat engem Nickel-Massenundeel vun 24% bis 26%, engem Kuelestoff-Massenundeel vu manner wéi 0,02%, exzellenter Korrosiounsbeständegkeet, huet eng ganz gutt Korrosiounsbeständegkeet an net-oxidéierende Säure wéi Schwefelsäure, Essigsäure, Formesäure a Phosphorsäure, an huet gläichzäiteg eng gutt Resistenz géint Spaltkorrosioun a Resistenz géint Spannungskorrosioun. En ass gëeegent fir verschidde Konzentratioune vu Schwefelsäure ënner 70℃, an huet eng gutt Korrosiounsbeständegkeet géint Essigsäure a gemëschte Säure vu Formesäure an Essigsäure vun all Konzentratioun an all Temperatur ënner normalen Drock. Déi ursprénglech Norm ASMESB-625 bezitt sech op Nickel-baséiert Legierungen, an déi nei Norm bezitt sech op Edelstahl. China benotzt nëmmen ongeféieren 015Cr19Ni26Mo5Cu2 Stol, e puer europäesch Instrumenterhersteller benotzen 904L Edelstahl als Schlësselmaterialien. Zum Beispill gëtt 904L Edelstahl fir d'Massenduerchflussmesser vun E+H benotzt, an och 904L Edelstahl fir eng Rolex Auer.
11.440C Edelstahl. Martensitesche Edelstahl, härtbare Edelstahl, Edelstahl an der héchster Härtheet, Härtheet HRC57. Haaptsächlech bei der Produktioun vun Düsen, Lager, Ventiler, Ventilschinnen, Ventilsëtzer, Hülsen, Ventilstängelen, etc. benotzt.
12.17-4PH Edelstol. Martensitësch Nidderschlagshärte Edelstol, Häert HRC44, mat héijer Festigkeit, Häert a Korrosiounsbeständegkeet, kann net bei Temperaturen iwwer 300 ℃ benotzt ginn. En huet eng gutt Korrosiounsbeständegkeet souwuel géint atmosphäresch wéi och géint verdënnte Säuren oder Salzer, a seng Korrosiounsbeständegkeet ass déiselwecht wéi déi vun 304 Edelstol an 430 Edelstol, déi bei der Fabrikatioun vun Offshore-Plattformen, Turbinneblieder, Spulen, Sëtzer, Hülsen a Ventilstängel benotzt ginn.
Am Instrumentatiounsberuff, zesumme mat der Allgemengheet an de Käschteproblemer, ass déi konventionell Auswielreihenfolge fir austenitescht Edelstol 304-304L-316-316L-317-321-347-904L, vun deem 317 manner dacks benotzt gëtt, 321 net recommandéiert ass, 347 gëtt fir Héichtemperaturkorrosioun benotzt, 904L ass nëmmen dat Standardmaterial vu verschiddene Komponenten vun eenzelne Produzenten, den Design wäert am Allgemengen net d'Initiativ huelen fir den 904L ze wielen.
Bei der Auswiel vum Instrumentendesign gëtt et normalerweis Instrumentermaterialien a Päifmaterialien a verschiddene Situatiounen. Besonnesch bei héijen Temperaturen musse mir besonnesch Opmierksamkeet op d'Auswiel vun den Instrumentermaterialien leeën, fir datt se der Designtemperatur an dem Designdrock vun der Prozessausrüstung oder der Pipeline entspriechen. Wéi zum Beispill bei Héichtemperatur-Chrom-Molybdän-Pipelines, wann Dir Edelstahl fir d'Instrumenter wielt, ass et ganz wahrscheinlech, datt et Problemer gëtt. Dir musst Iech un den entspriechende Materialtemperatur- an Drockmesser wenden.
Bei der Auswiel vun engem Instrumentendesign gëtt dacks mat verschiddene Systemer, Serien a Qualitéite vun Edelstol konfrontéiert. D'Auswiel soll op Basis vun de spezifesche Prozessmedien, Temperatur, Drock, belastete Deeler, Korrosioun a Käschten an aner Perspektiven baséiert sinn.
Zäitpunkt vun der Verëffentlechung: 11. Oktober 2023